Taladro para PCB diseñado en FreeCAD y imprimido en 3D con PLA
viernes, 6 de junio de 2025
martes, 13 de mayo de 2025
lunes, 12 de mayo de 2025
Arduino - Display ascensor - WS2812B
Arduino
Display ascensor
WS2812B
Display ascensor
WS2812B
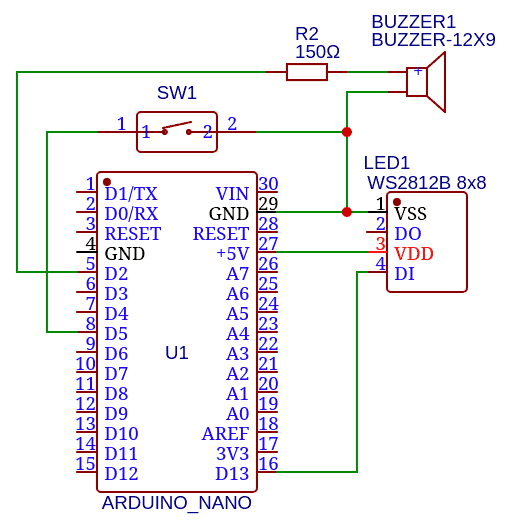
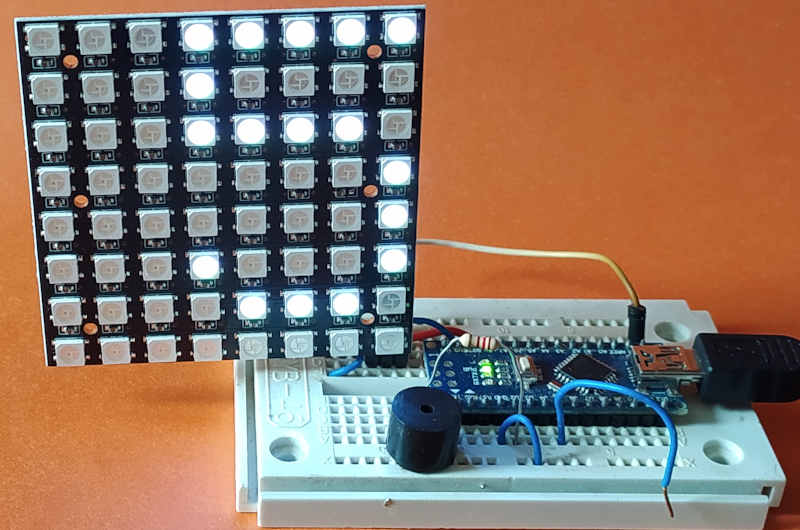
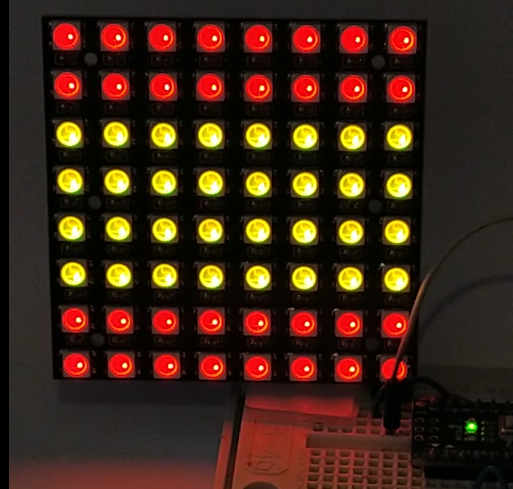
En este caso uso el WS2812B para representar el display de un ascensor.
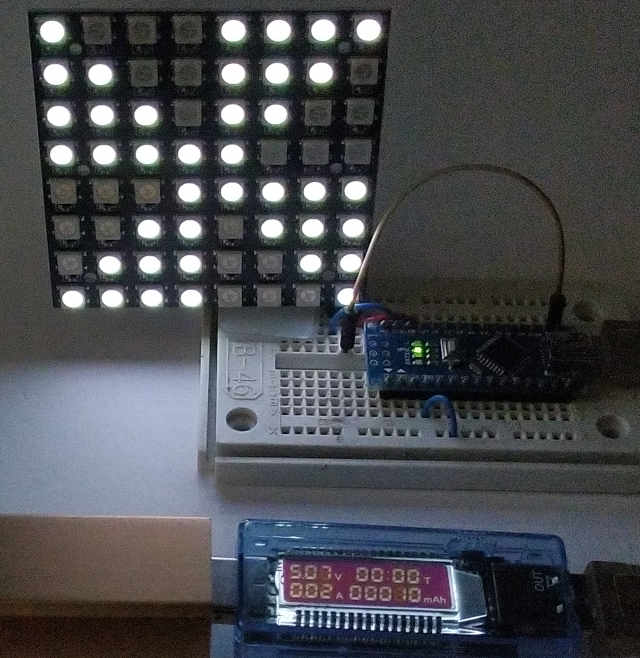
En modo de luminosidad alta en color blanco, la intensidad es de 660mA. Para evitar no tener que
utilizar otro alimentador, he colocado el brillo a 10 en todos los
LED, con lo cual no llega a 30mA, de esta forma puedo alimentar el
panel con el arduino.
He colocado un interruptor para seleccionar el tipo de número que
se quiera visualizar, a gusto de cada uno.
Las fotos del display no hace justicia a como se ve en la
realidad.
Espero que realicéis este circuito, es muy fácil.
VIDEO
PROGRAMA y Librerías
Saludos.
Juan Galaz
Bibliografía:
Reloj WS2812
BANDERAS
domingo, 27 de abril de 2025
Arduino nano Banderas WS2812B
Arduino nano
Banderas
WS2812B
Banderas
WS2812B
Hace años realicé un reloj con los diodos LED WS2812B, Reloj WS2812 .
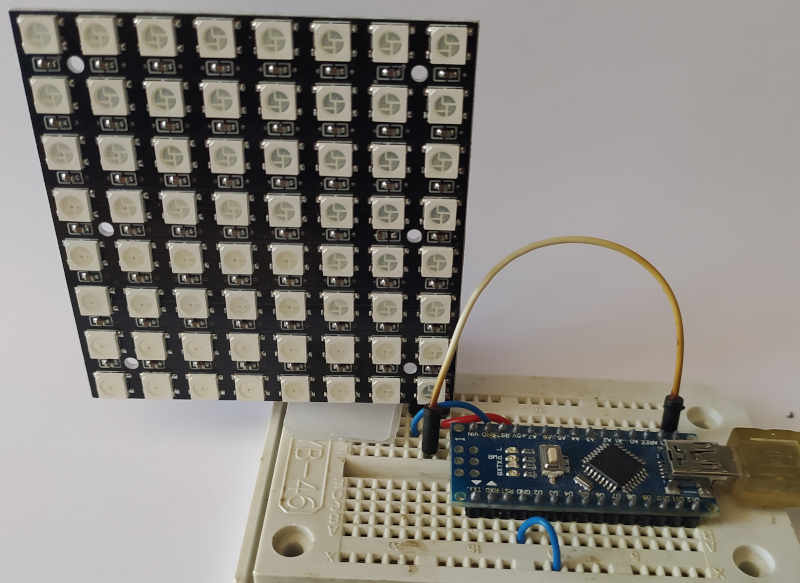
Ahora utilizando una matriz de diodos WS2812B , realizo una muestra de banderas de las diferentes comunidades autonómicas.
El montaje es muy sencillo, pero vistoso, de los que no tardas en realizar.
No he querido realizar el esquema debido a su simplicidad.
El pin 13 del arduino al DATAIN del panel.
La alimentación de 5V y GND a los pins del arduino.
En modo de luminosidad alta en color blanco, la intensidad es de 660mA. Para evitar no tener que
utilizar otro alimentador, he colocado el brillo a 10 en todos los
LED, con lo cual no llega a 30mA, de esta forma puedo alimentar el
panel con el arduino.
La matriz de 8X8 es pequeña, por lo que tenido que pensar mucho
para intentar mostrar las banderas lo mejor posible.
En algunos casos he realizado 2 diseños, y me que quedado con la
que creo que está mejor.
VIDEO
PROGRAMA y Librerías
Saludos.
Juan Galaz
Bibliografía:
Reloj WS2812
martes, 22 de abril de 2025
Arduino nano - Radio SI7432 ALL BAND AM - FM - SSB
Arduino nano
Radio SI7432 ALL BAND
AM - FM - SSB
Radio SI7432 ALL BAND
AM - FM - SSB
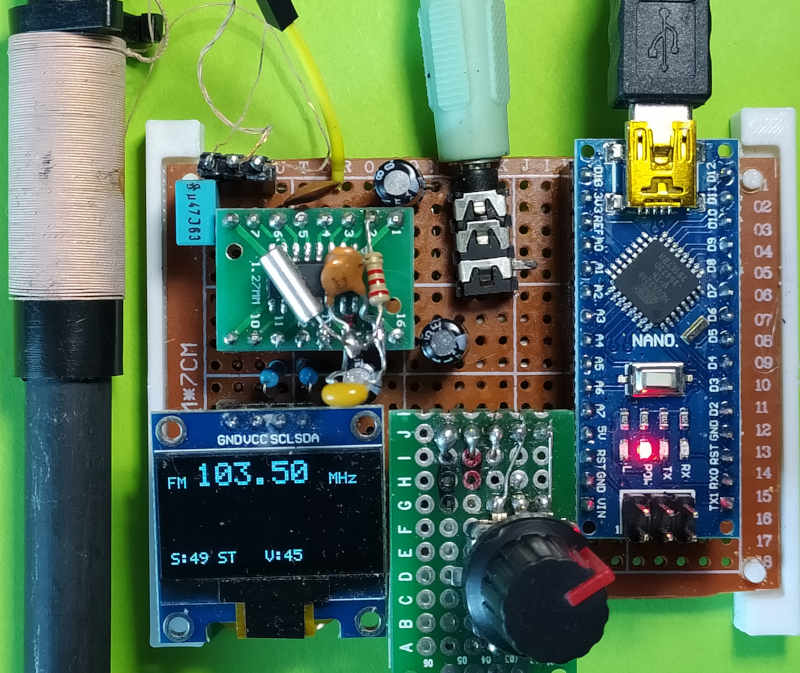
En el proyecto https://github.com/pu2clr/SI4735 hay muchos ejemplo con el CHIP SI7432 .
Entre ellos existe uno SI473X_04_ALL_IN_ONE que recibe todas las banda y modulaciones.
Lo que hago es modificarlo para poder cambiar cualquier opción desde un Rotary encoder.
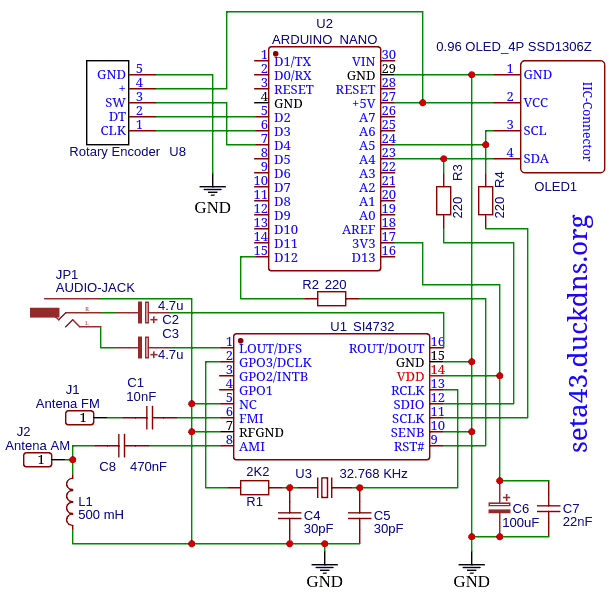
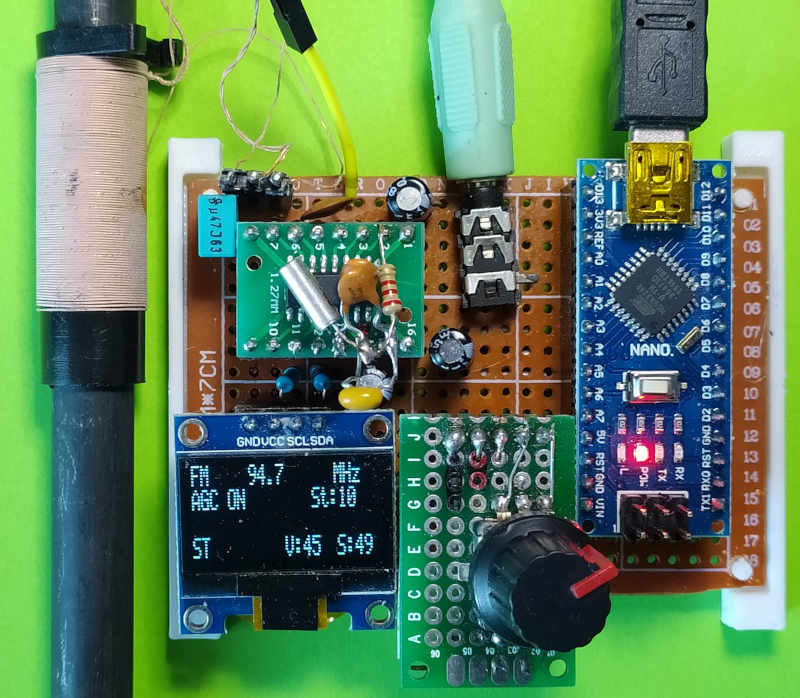
En el primer ejemplo utilizo la librería Tiny4kOLED.h para manejar el OLED junto con Rotary.h para manejar el mando encoder.
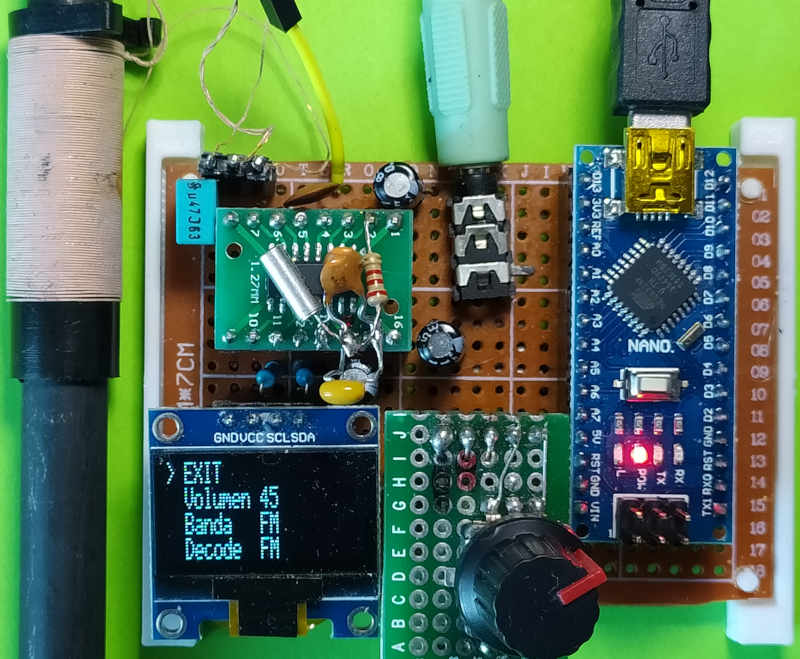
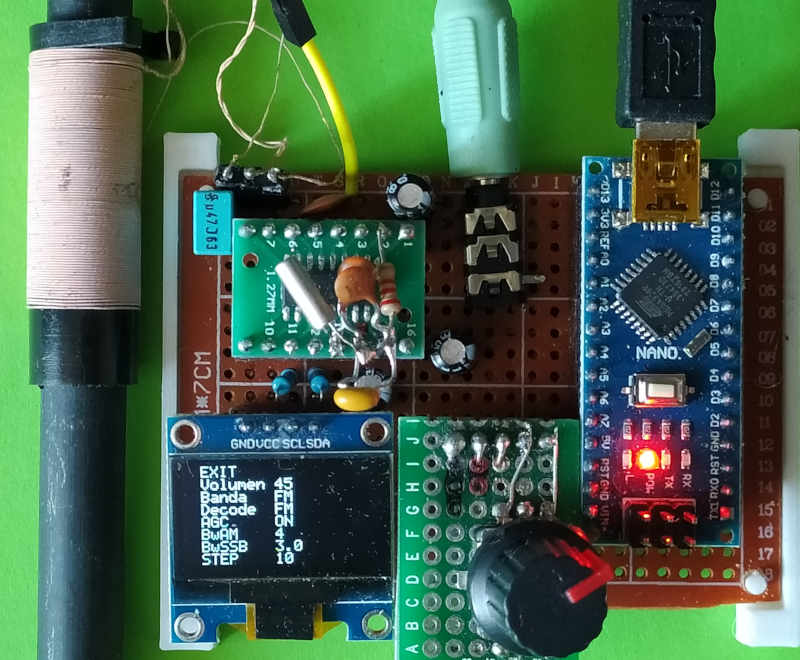
En el segundo montaje utilizo una librería propia para manejar el OLED junto con Rotary.h para manejar el mando encoder.
Además quito mucha información de pantalla, que se puede ver directamente en el menú.
VIDEO
Programa1
programa2
Libreria SI4732
Rotary
Tiny4kOLED
Saludos.
Juan Galaz
Bibliografía:
https://github.com/pu2clr/SI4735
https://github.com/skathir38/Rotary
Suscribirse a:
Entradas (Atom)